Для начала разберемся, что такое арматура, для чего она нужна и какая бывает.
Арматура – это совокупность элементов, воспринимающих растягивающие напряжения при совместной работе с бетоном. В некоторых конструкциях (например, колоннах) арматура используется для усиления в сжатой зоне.
Арматура бывает:
- металлической и неметаллической (например, композитная)
- жесткой (двутавры, швеллеры и тд), стержневой, проволочной, канатной.
По назначению арматура делится на рабочую, конструктивную, распределительную, анкерную и монтажную.
Арматура в привычном понимании – это металлические стержни для армирования конструкций.
Стержневая арматура бывает разных классов. Раньше их обозначали римскими цифрами от A-I до A-VI, сейчас используют другие обозначения. Класс арматуры показывает минимальную прочность стали, при которой она может выдерживать нагрузку с вероятностью 95%. Проще говоря, это показатель того, насколько хорошо сталь может сопротивляться деформации под нагрузкой
Соответствие советских и нынешних обозначений классов арматуры.
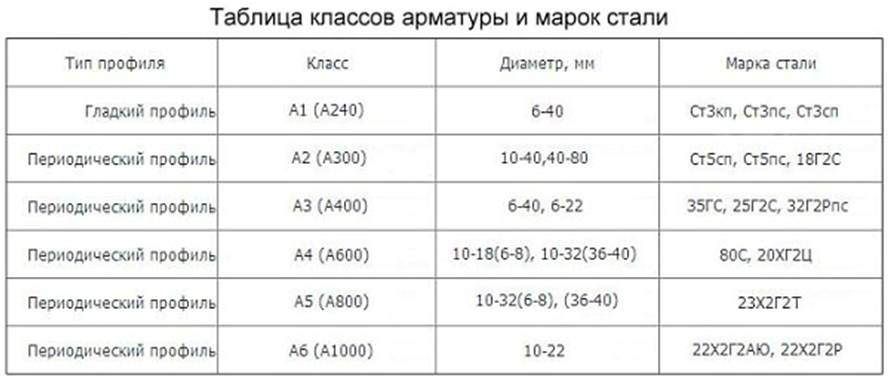
Для производства арматуры используют разные марки стали с различным составом. От химического состава зависит, какими свойствами будет обладать готовая арматура.
Арматура также различается по способу производства:
- Горячекатаная - производится путем прокатки разогретого металла
- Термомеханически упрочненная - проходит специальную термическую обработку
- Холоднодеформированная - используется для производства проволоки диаметром до 12 мм
Отдельно стоит отметить, что в старых таблицах отсутствует арматура класса А500С, так как этот вид появился позже и имеет свою особую историю создания.
Арматура А-III (А400) была создана в 50-60-х годах прошлого века. Сталь 35ГС для ее производства является немного модифицированной сталью Ст, из которой делали А-II. За счет небольшого увеличения в составе стали массовой доли кремния и марганца удалось достичь стабильного повышения прочности стержней до уровня класса А-III (А400), но в ущерб свариваемости, пластичности и хладостойкости. Эта разработка давала существенную экономию металла и была экономически выгодной. В результате высокого содержания углерода (0,30-0,39%) данный вид стали относится к разряду ограниченно свариваемых и может использоваться при температурах не ниже минус 40 С. За рубежом арматура с содержанием углерода выше 0,22% вообще запрещена к применению в качестве свариваемой.
Длительный анализ аварий на объектах при сейсмических воздействиях, показывает, что применение сварки для арматуры из стали марки 35ГС является одной из наиболее частых причин обрушений жб-конструкций.
В 80-х годах за рубежом появилась технология термического упрочнения в потоке прокатки низкоуглеродистых сталей марок типа Ст3 с исходным пределом текучести порядка 250 МПа для получения хорошо свариваемой арматуры с пределом текучести 500МПа. Научно подтверждено, что такой уровень прочности арматуры оптимален для обычного железобетона по критериям совместной работы стержней с бетоном и уменьшения расхода металла. При этом такая арматура гораздо технологичней - значительно лучше поддается сварке и более хладостойка, чем горячекатаная из низколегированных сталей марок 35ГС и 25Г2С.
В 90-е в России была разработана и внедрена собственная технология термомеханического упрочнения в потоке прокатки стали марки Ст3 для получения арматуры класса А400С, а затем и более эффективного класса А500С.
На сегодняшний день самой ходовой арматурой для монолитного железобетона является арматура:
- А500С (С-свариваемая) из стали Ст3; горячекатаная (гк), термомеханически упрочненная (тм), по ГОСТ Р 52544-2006,
НО до сих пор встречается
- А400 (она же А-III) из сталей 35ГС и 25Г2С; горячекатаная; по ГОСТ5781-82.
Кстати, как раз такие марки арматуры нам рекомендует применять СП 63.13330.20012 «Бетонные и железобетонные конструкции» (пункт 6.2.4).
В чем отличия между А400 и А500С:
- Разные стали с разным содержанием углерода и легирующих добавок.
- Для начала разберемся, что такое арматура, для чего она нужна и какая бывает.
- А500С прочнее, чем А400, соответственно, ее требуется меньше.
- А500С(тм) дешевле.
- У А400 и А500С разный профиль.

Кстати, недостатком арматуры А500С является ее профиль, который в отличие от профиля А400 имеет меньшее сцепление с бетоном, поэтому для такой же анкеровки как у А400 требуются бОльшая длина стержня. Хотя этот профиль выгоднее в производстве – он дольше сохраняет в рабочем состоянии прокатные катки, чем профиль у А400.
Стоит заметить, что сейчас имеется арматура А500СП, с четырехсторонним серповидным профилем, который аналогичен А400 по сцеплению с бетоном.
Стоит заметить, что сейчас имеется арматура А500СП, с четырехсторонним серповидным профилем, который аналогичен А400 по сцеплению с бетоном.
И все таки – можно ли сваривать арматуру?
Все тот же СП 63.13330.20012 говорит следующее:
«п. 10.3.29 Для соединения ненапрягаемой арматуры принимают один из следующих типов стыков:
б) сварные и механические стыковые соединения:
со сваркой арматуры;
То есть СП не запрещает. Также имеется ряд других нормативных документов по сварным соединениям арматурных сталей.
1.ГОСТ 14098-91 «Соединения сварные арматуры и закладных изделий железобетонных конструкции» касаемо крестообразных соединений при ручной дуговой сварке.
Таблица 3
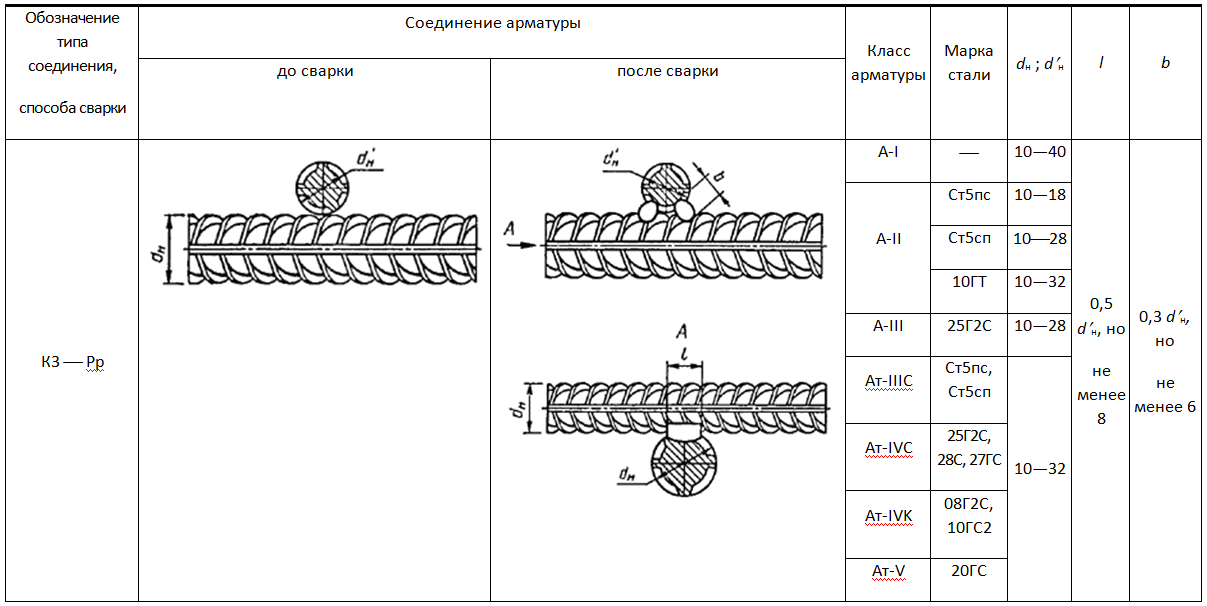
Таблица 31
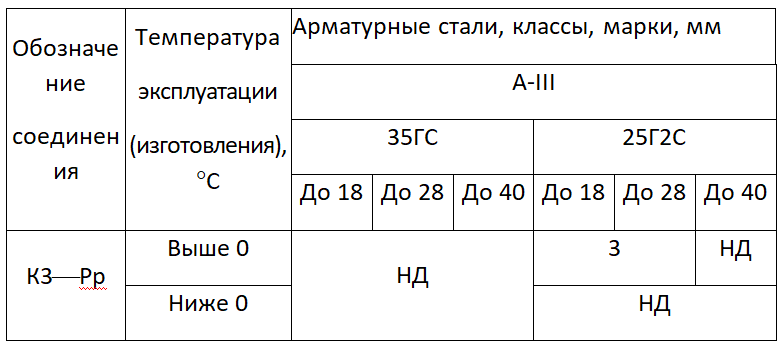
3 — сварное соединение удовлетворяет требованиям ГОСТ 10922, предъявляемым к сварным соединениям.
НД – не допустимо.
То есть арматура А400 – ограниченно свариваемая. При этом она должна быть из стали 25Г2С, диаметр не должен превышать 28 мм, температура эксплуатации не ниже 0. В этом документе ничего не сказано об арматуре А500С, потому как она появилась позже.
1.РТМ 393-94 «Руководящие технологические материалы по сварке и контролю качества соединений арматуры и закладных изделий железобетонных конструкций»
«п. 2.5.1. Свариваемость сталей является комплексной характеристикой, определяющей при данных условиях техническую пригодность для выполнения заданных соединений. Свариваемость определяется для каждого вида и способа сварки отдельно. Это - сложная совокупность характеристик стали и поэтому не может быть определена с помощью одного универсального метода.»
«п. 4.2.4. Изделия с крестообразными соединениями, выполняемыми дуговой сваркой (прихватками), следует собирать в кондукторах, применяя электроды диаметром 4-5 мм, обеспечивая прижатие пересекающихся стержней таким, чтобы отсутствовали зазоры между ними (рис.4.7). Выполнение дуговых прихваток должно производиться "короткой дугой" (сопровождаться "сухим" характерным потрескиванием) с незначительным перемещением электрода вдоль места соприкосновения стержней арматуры и заканчиваться постепенным уменьшением длины дуги, без образования кратера - источника возникновения кристаллизационных трещин.»
В остальном, РТМ 393-94 разрешает варить только 25Г2С, об арматуре А500С по-прежнему ничего не говорится – появилась позже.
2. СТО АСЧМ 7-93 «Прокат периодического профиля из арматурной стали»
По этому документу выпускалась А400С, А500С и А600С до появления ГОСТ в 2006 году. Документ НЕ действующий с 2013 года.
3. СТО 36554501-005-2006 «Применение арматуры класса А500СП в железобетонных конструкциях»
Хоть стандарт и относится к А500СП, кое-что из него можно взять. Пункт 7.6.1 говорит о том, то можно выполнять крестообразные соединения дуговой сваркой. Пункт 8.3.1 говорит о том, что гнуть А500СП можно только в холодном состоянии.
4. ТСН 102-00 «Территориальные строительные нормы г. Москвы. Железобетонные конструкции с арматурой классов А500С и А400С»
Документ разрешает варить арматуру А500С, но при этом пункт 7.1 говорит о том, что А500С(горячекатаную) можно гнуть с предварительным нагревом места сгиба, а А500С термомеханически упрочненную можно гнуть только в холодном состоянии.
5. ГОСТ 52544-2006 «Прокат арматурный свариваемый периодического профиля классов А500С и В500С…»
По этому документу выпускается арматура. Пункт 5.7 говорит об испытаниях на свариваемость, значит варить можно.
Внимательно изучив информацию из нормативных источников, научных статей и профильных форумов, я сделал следующие выводы:
1.Свариваемость арматуры зависит от марки стали, из которой она произведена. Арматура А400 производится из сталей 35ГС и 25Г2С. Из-за высокого содержания углерода и легирующих добавок, в месте сварного соединения сталь охрупчивается и теряет пластичность. 35ГС варить нельзя, 25Г2С – ограниченно (при температуре выше 0, до 28мм).
2.Можно сваривать арматуру А500С (А500СП), что подтверждает множество нормативных документов, а также ГОСТ, по которому она выпускается.
3.Гнуть арматуру А500С с предварительным нагревом можно, если она горячекатаная. При сгибании термомеханически упрочненной(тм) арматуры А500С с предварительным нагревом происходит ее локальное разупрочнение (в месте нагрева пропадает эффект ТМ) и арматура по своим свойствам становится подобной А240. Эту проблему можно нивелировать на этапе проектирования, взяв при расчете характеристики А240. При этом расчетные диаметры рабочей арматуры увеличатся.
4.Убеждение в том, что арматуру варить нельзя, присутствует в основном у консервативных представителей «старой школы» строителей и проектировщиков, которые обучились в то время, когда существовала только арматура 35ГС (которую действительно варить нельзя). Эти убеждения распространяются ими и на молодое поколение, которое не хочет вникать в суть вопроса и доверяет «профессионализму» более опытных учителей.
НД – не допустимо.
То есть арматура А400 – ограниченно свариваемая. При этом она должна быть из стали 25Г2С, диаметр не должен превышать 28 мм, температура эксплуатации не ниже 0. В этом документе ничего не сказано об арматуре А500С, потому как она появилась позже.
1.РТМ 393-94 «Руководящие технологические материалы по сварке и контролю качества соединений арматуры и закладных изделий железобетонных конструкций»
«п. 2.5.1. Свариваемость сталей является комплексной характеристикой, определяющей при данных условиях техническую пригодность для выполнения заданных соединений. Свариваемость определяется для каждого вида и способа сварки отдельно. Это - сложная совокупность характеристик стали и поэтому не может быть определена с помощью одного универсального метода.»
«п. 4.2.4. Изделия с крестообразными соединениями, выполняемыми дуговой сваркой (прихватками), следует собирать в кондукторах, применяя электроды диаметром 4-5 мм, обеспечивая прижатие пересекающихся стержней таким, чтобы отсутствовали зазоры между ними (рис.4.7). Выполнение дуговых прихваток должно производиться "короткой дугой" (сопровождаться "сухим" характерным потрескиванием) с незначительным перемещением электрода вдоль места соприкосновения стержней арматуры и заканчиваться постепенным уменьшением длины дуги, без образования кратера - источника возникновения кристаллизационных трещин.»
В остальном, РТМ 393-94 разрешает варить только 25Г2С, об арматуре А500С по-прежнему ничего не говорится – появилась позже.
2. СТО АСЧМ 7-93 «Прокат периодического профиля из арматурной стали»
По этому документу выпускалась А400С, А500С и А600С до появления ГОСТ в 2006 году. Документ НЕ действующий с 2013 года.
3. СТО 36554501-005-2006 «Применение арматуры класса А500СП в железобетонных конструкциях»
Хоть стандарт и относится к А500СП, кое-что из него можно взять. Пункт 7.6.1 говорит о том, то можно выполнять крестообразные соединения дуговой сваркой. Пункт 8.3.1 говорит о том, что гнуть А500СП можно только в холодном состоянии.
4. ТСН 102-00 «Территориальные строительные нормы г. Москвы. Железобетонные конструкции с арматурой классов А500С и А400С»
Документ разрешает варить арматуру А500С, но при этом пункт 7.1 говорит о том, что А500С(горячекатаную) можно гнуть с предварительным нагревом места сгиба, а А500С термомеханически упрочненную можно гнуть только в холодном состоянии.
5. ГОСТ 52544-2006 «Прокат арматурный свариваемый периодического профиля классов А500С и В500С…»
По этому документу выпускается арматура. Пункт 5.7 говорит об испытаниях на свариваемость, значит варить можно.
Внимательно изучив информацию из нормативных источников, научных статей и профильных форумов, я сделал следующие выводы:
1.Свариваемость арматуры зависит от марки стали, из которой она произведена. Арматура А400 производится из сталей 35ГС и 25Г2С. Из-за высокого содержания углерода и легирующих добавок, в месте сварного соединения сталь охрупчивается и теряет пластичность. 35ГС варить нельзя, 25Г2С – ограниченно (при температуре выше 0, до 28мм).
2.Можно сваривать арматуру А500С (А500СП), что подтверждает множество нормативных документов, а также ГОСТ, по которому она выпускается.
3.Гнуть арматуру А500С с предварительным нагревом можно, если она горячекатаная. При сгибании термомеханически упрочненной(тм) арматуры А500С с предварительным нагревом происходит ее локальное разупрочнение (в месте нагрева пропадает эффект ТМ) и арматура по своим свойствам становится подобной А240. Эту проблему можно нивелировать на этапе проектирования, взяв при расчете характеристики А240. При этом расчетные диаметры рабочей арматуры увеличатся.
4.Убеждение в том, что арматуру варить нельзя, присутствует в основном у консервативных представителей «старой школы» строителей и проектировщиков, которые обучились в то время, когда существовала только арматура 35ГС (которую действительно варить нельзя). Эти убеждения распространяются ими и на молодое поколение, которое не хочет вникать в суть вопроса и доверяет «профессионализму» более опытных учителей.
